Why Reordering the Same Corporate Drinkware Gift Rarely Produces the Same Result
Overview
A production-side analysis of why repeat orders for branded corporate drinkware gifts introduce visible inconsistencies that procurement teams do not anticipate—and why the assumption that a successful first order guarantees an identical second batch is one of the most persistent misjudgments in corporate gift procurement.
There is a particular confidence that settles into a procurement team after a successful corporate drinkware gift programme. The branded stainless steel bottles arrived on time, the powder coating matched the brand colour, the laser engraving was crisp, and the recipients responded well. When the next gifting occasion arises—perhaps six months later for a different division, or twelve months later for the annual programme refresh—the natural instinct is to place a repeat order. The assumption is straightforward: same product, same supplier, same specifications, same result. From the procurement side, this looks like the lowest-risk decision available. The product has been validated. The supplier relationship exists. The internal approval process is already documented. What could change?
From the production floor, the answer is: nearly everything that matters visually and tactilely, while nothing changes on paper. This disconnect between what a purchase order specifies and what a factory actually controls during production is where corporate gift reorder decisions begin to go wrong. The purchase order for a repeat run typically references the original order number or attaches the same specification sheet. It rarely accounts for the fact that the factory’s material inventory, coating supply chain, tooling condition, and even staffing have all shifted since the first batch was produced. The procurement team sees continuity. The factory sees a new production run that happens to share a specification with a previous one.
The most immediately visible variable is colour. Corporate drinkware gifts are almost universally finished with powder coating, and powder coating colour consistency between production batches is a well-documented engineering challenge. The powder itself is a blend of resin, hardener, flow agents, and pigments, and even when the same RAL or Pantone code is specified, the raw pigment lots used by the powder manufacturer will have shifted between batches. The mineral composition of pigments—particularly organic pigments used in brighter corporate colours—varies from lot to lot, producing subtle differences in hue, chroma, and lightness. In the coating industry, this variation is measured using Delta E values, where a ΔE below 1.0 is considered indistinguishable to the human eye and a ΔE between 1.0 and 2.0 represents an acceptable commercial match. The problem is that corporate brand managers often have colour tolerances tighter than what powder coating can reliably deliver across batches separated by months. A ΔE of 1.5 is commercially acceptable in industrial coating. It is immediately noticeable when two branded bottles from different batches are placed side by side on a conference table.
Beyond the powder itself, the application process introduces its own variables. Film thickness—the actual depth of the coating layer on the bottle surface—directly affects perceived colour depth. A thicker film appears richer and more saturated; a thinner film looks lighter and can appear slightly translucent over the metal substrate. Maintaining identical film thickness across two production runs separated by months requires that the spray equipment, booth conditions, operator technique, and curing oven temperature profile all remain constant. In practice, spray guns are recalibrated, booth filters are replaced, operators rotate, and oven thermocouples drift. A ten-degree Fahrenheit deviation in cure temperature or a two-minute difference in cure time can produce a visible colour shift, particularly in whites, light greys, and pastel shades—colours that happen to be popular in contemporary corporate branding.
The stainless steel itself is another source of invisible variation. A specification calling for “304 stainless steel” defines a compositional range, not a single alloy. Grade 304 permits 18–20% chromium and 8–10.5% nickel, which means the actual composition varies from mill to mill and from production run to production run. These compositional differences affect the metal’s surface finish after polishing and its interaction with coatings. The first batch of bottles may have been produced from steel sourced from one mill; the reorder batch may use steel from a different supplier entirely, because the bottle manufacturer purchases steel based on availability and price at the time of production, not based on which mill supplied the previous order. The procurement team’s specification says “304 stainless steel” both times. The factory has complied both times. The bottles feel subtly different in hand because the base metal’s surface texture and weight distribution are not identical.
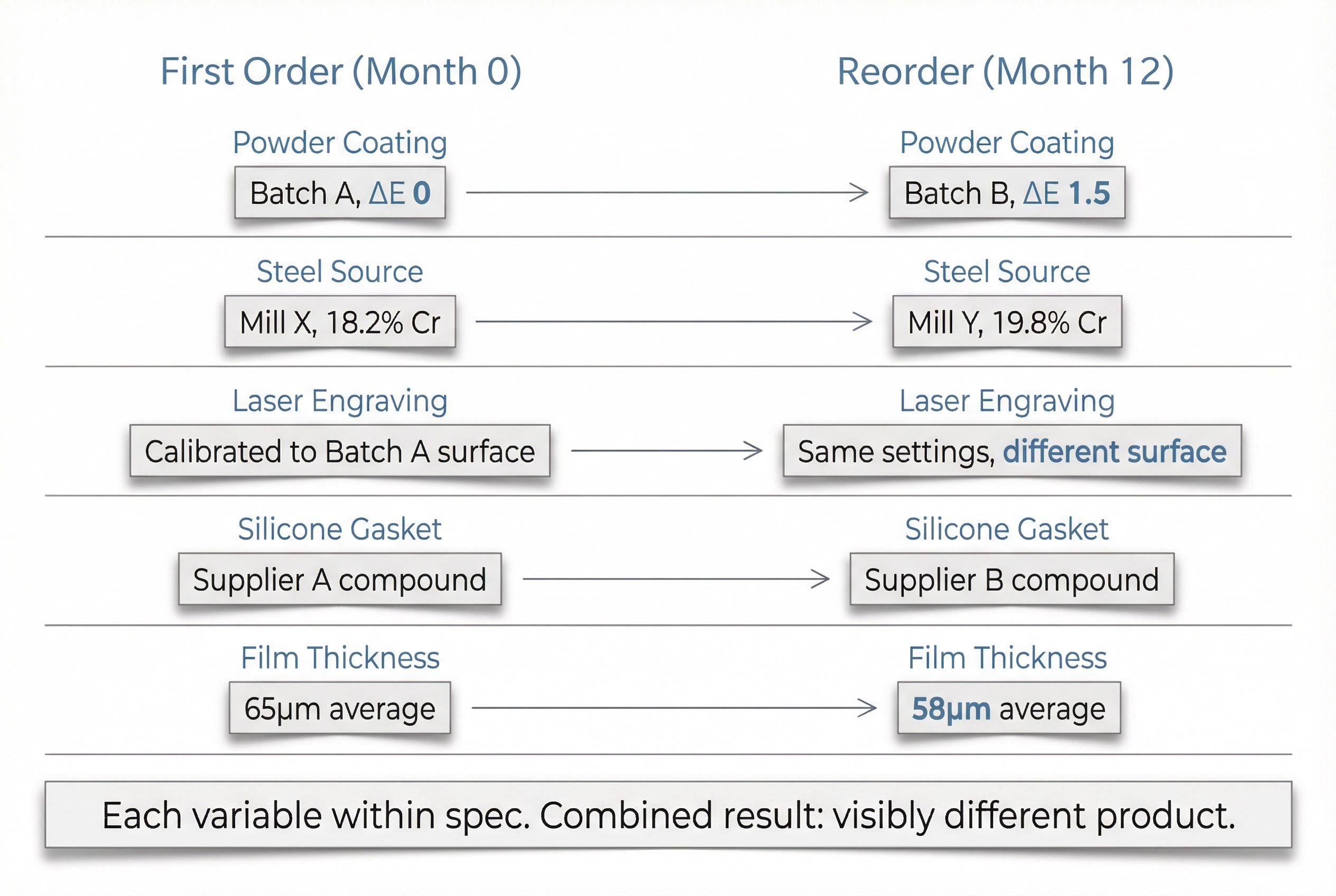
Laser engraving, the most common branding method for stainless steel corporate drinkware, introduces its own reorder consistency challenge. Laser engraving works by removing or discolouring the surface layer of the material, and the visual result depends on the interaction between the laser parameters (power, speed, frequency, focal distance) and the specific surface being engraved. When the base metal composition shifts, the surface finish changes, or the powder coating formulation differs, the same laser settings produce a slightly different engraving appearance. The depth, contrast, and edge definition of the logo can all vary. Factories that maintain detailed laser parameter logs tied to specific material batches can compensate for this, but many production facilities treat laser settings as fixed once validated during the first order. The reorder runs with the same laser programme on a subtly different surface, and the engraving looks marginally different—not wrong, but not identical.
Component-level substitution is perhaps the least visible but most consequential variable in reorder consistency. A vacuum-insulated stainless steel bottle is not a single component; it is an assembly of inner wall, outer wall, vacuum seal, lid mechanism, silicone gasket, and sometimes a rubber base pad. Each of these components may be sourced from different sub-suppliers, and sub-supplier relationships in manufacturing are fluid. The silicone gasket supplier that provided the original batch may have been replaced by a different supplier offering a lower price or shorter lead time. The replacement gasket meets the same dimensional specification but uses a slightly different silicone compound, which affects its colour, texture, and flexibility. The lid mechanism’s spring tension may differ because the spring wire supplier changed. None of these variations appear in the purchase order or the factory’s outgoing quality report, because each component individually meets its specification. The assembled product, however, feels different from the first batch in ways that are difficult to articulate but easy to notice when the two batches coexist in the same office.
The root cause of this entire pattern is what production management calls the “assumed specification” problem. The first order typically involves extensive communication: material samples, colour swatches, engraving proofs, packaging mockups, and often a pre-production sample approval process. Every detail is documented because it is new. The reorder, by contrast, is treated as administrative. The procurement team sends a purchase order referencing the original specification. The factory acknowledges the order. Neither party revisits whether the original specification was sufficiently detailed to reproduce the product under different production conditions. The original specification may say “matte black powder coat” without specifying the powder manufacturer, the batch tolerance, or the acceptable ΔE range. It may say “laser engraved logo” without specifying the engraving depth, contrast target, or the material-specific laser parameters. These omissions did not matter during the first order because the factory’s production conditions at that time happened to produce the desired result. They matter enormously during the reorder because the production conditions have changed.
When evaluating how different corporate drinkware products align with specific business gifting needs, the reorder dimension is almost never part of the initial selection criteria. Procurement teams evaluate products based on their attributes at the time of first purchase—material quality, branding options, price point, lead time. The question of whether a product can be consistently reproduced across multiple orders over a multi-year gifting programme is rarely asked, partly because it requires production knowledge that procurement teams do not typically possess, and partly because the assumption of reproducibility feels so intuitive that questioning it seems unnecessary.
The practical consequence is that many corporate gifting programmes that run across multiple years develop a visible inconsistency problem. The bottles distributed at the 2024 company conference are subtly different from the bottles given to new hires in 2025, which are subtly different again from the client appreciation gifts produced in 2026. Each batch was acceptable in isolation. Placed together, they reveal a drift that undermines the brand consistency the gifting programme was designed to reinforce. Recipients who keep their bottles on their desks—which is the entire point of giving reusable drinkware—create an unintentional comparison gallery. The colour shift, the engraving depth difference, the slightly different lid feel: these are the details that signal inconsistency to the recipient, even if they cannot articulate exactly what changed.
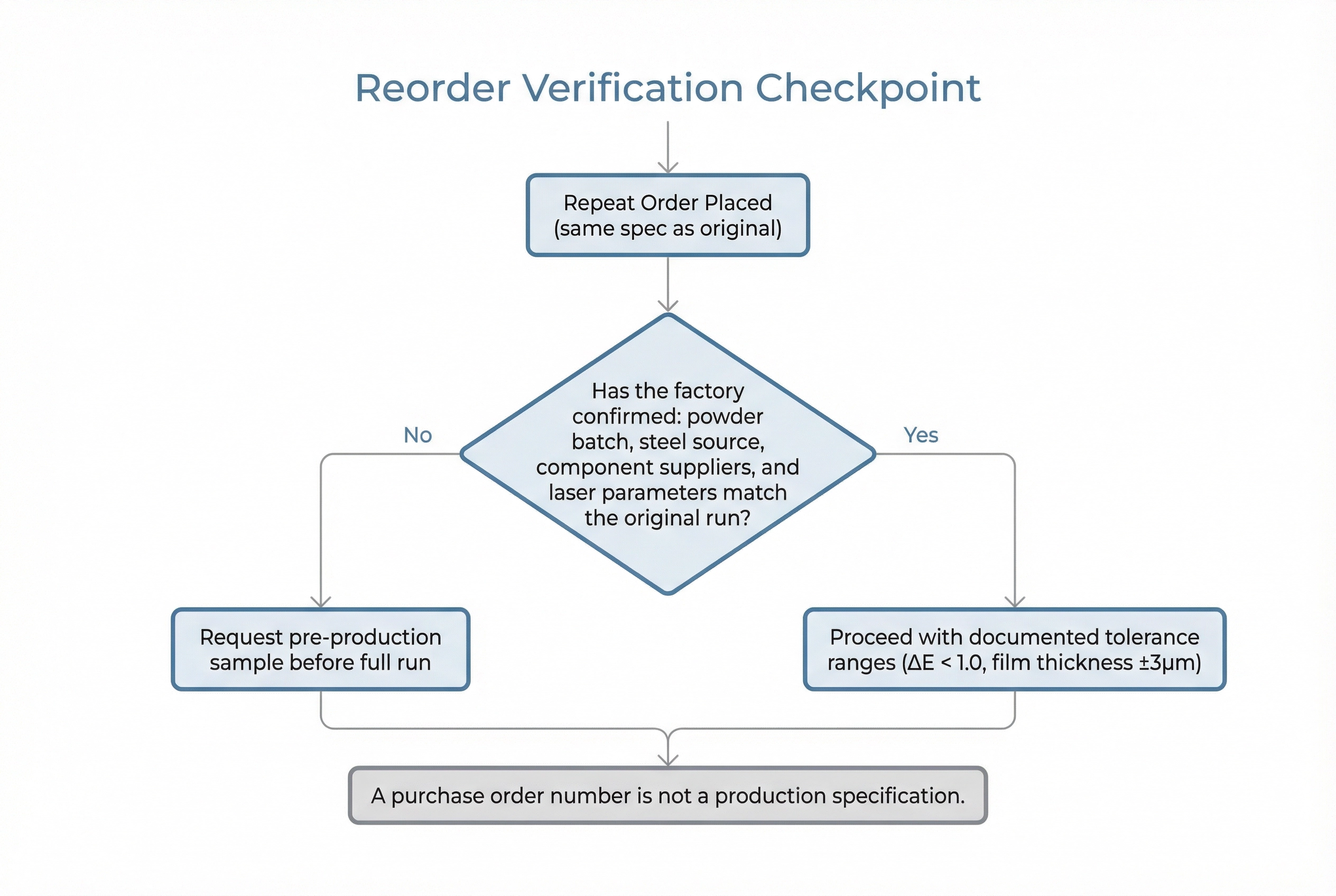
The mitigation is not complicated, but it requires the procurement team to treat a reorder as a new production event rather than an administrative repeat. This means requesting a pre-production sample for every reorder, specifying colour tolerance in measurable terms rather than visual references, documenting the powder coating supplier and batch number from the original order, and requiring the factory to confirm whether any component sub-suppliers have changed since the last production run. It means accepting that a “repeat order” in procurement language is not a repeat in manufacturing language, and that the gap between these two definitions is where brand consistency quietly erodes.