When Product Variant Proliferation Multiplies MOQ Requirements for Custom Drinkware
Overview
Factory project managers explain why designing 10 product variants doesn't mean you can split 10,000 units freely—and how per-SKU minimums multiply effective MOQ requirements for custom drinkware orders.
Most procurement teams approach minimum order quantities as a straightforward calculation. A supplier quotes ten thousand units at twelve dollars fifty per bottle, the buyer forecasts demand across a planned product range, and the order gets placed. What consistently derails this process—usually three to four weeks into production planning—is the discovery that those ten thousand units cannot actually be distributed freely across the colour and size variants the buyer has already committed to launching.
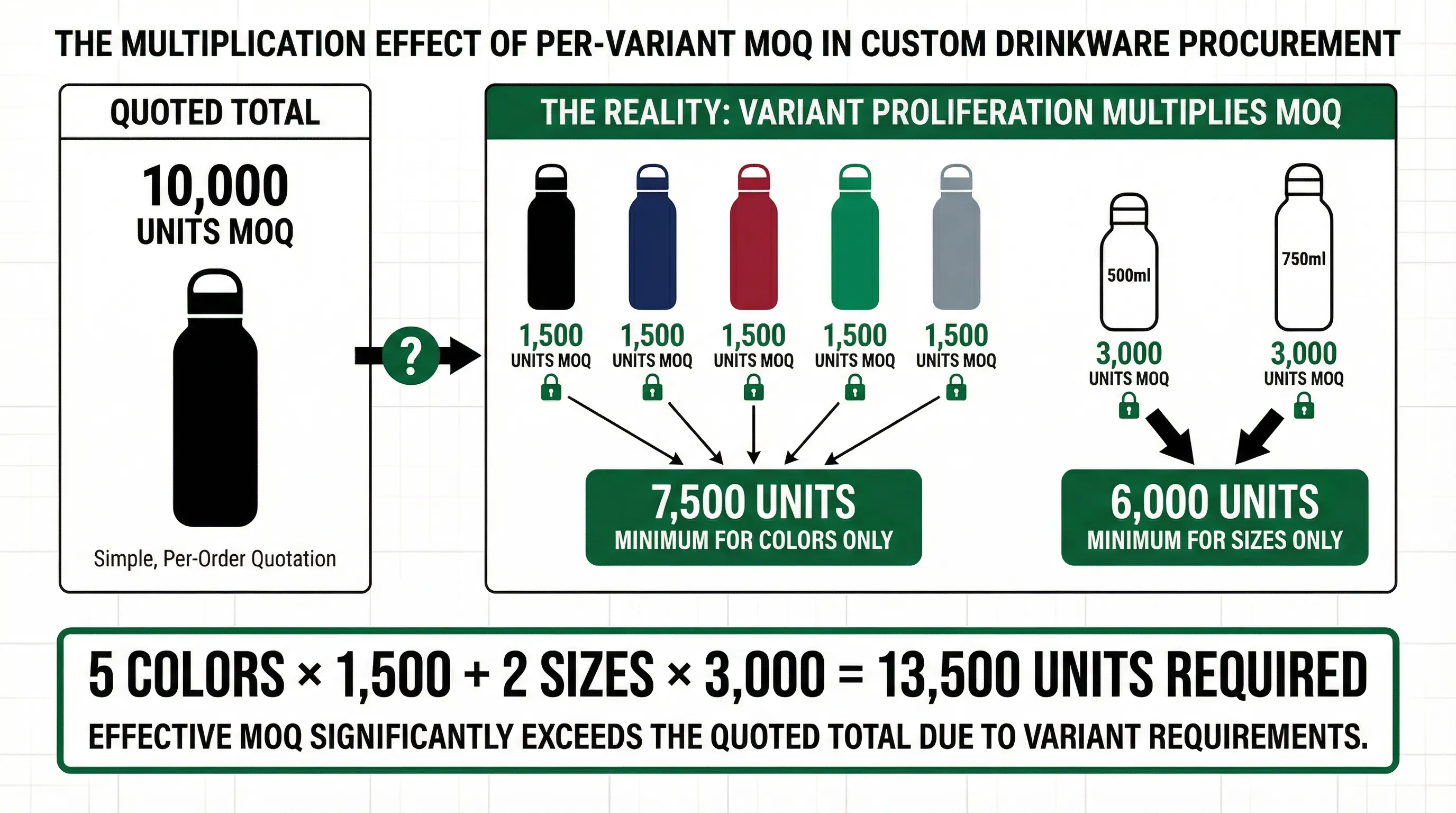
The pattern repeats across industries, but it shows up with particular clarity in custom drinkware procurement. A corporate buyer negotiates an MOQ for stainless steel water bottles, designs a product line featuring five powder coat colours and two capacities, then learns during factory scheduling that each colour requires a minimum of fifteen hundred units to justify the powder coating line setup. The mathematics become uncomfortable quickly. Five colours at fifteen hundred units each demands seventy-five hundred units minimum, and that's before considering the size variants. The original ten thousand unit order, which seemed generous during negotiation, suddenly falls short by at least half.
This isn't a supplier attempting to extract additional volume after the fact. The per-variant minimums exist because production economics operate at the SKU level, not at the aggregate order level. When a factory switches from black powder coating to navy blue, the line must be completely flushed—a process consuming two to three hours of production time and roughly eight hundred dollars in labour and material waste. That setup cost gets amortized across the units produced in that colour run. Below a certain threshold, the per-unit setup cost becomes prohibitive. For most powder coating operations, that threshold sits somewhere between twelve hundred and eighteen hundred units, depending on the specific equipment and the complexity of the colour formulation.
The procurement miscalculation happens during product line design, which typically occurs in a different department and at a different time than MOQ negotiation. Marketing teams design product ranges to maximize market appeal—multiple colours to suit different corporate brand guidelines, multiple sizes to accommodate different use cases. These decisions get made with reference to consumer preference data and competitive positioning, rarely with input from factory operations. By the time procurement receives the finalized SKU list, the MOQ has already been negotiated based on total units, and the product launch timeline has been communicated to stakeholders. Discovering that the factory requires per-variant minimums that multiply the effective MOQ by fifty percent creates a cascade of uncomfortable choices.
Per-variant minimum requirements multiply effective MOQ when product lines include multiple colours and sizes, forcing buyers to choose between increased order quantities or reduced SKU counts
The first option involves increasing the total order to meet per-variant minimums across all planned SKUs. In the scenario described earlier, this means ordering fifteen thousand units instead of ten thousand—a fifty percent increase in upfront capital commitment and a corresponding increase in inventory carrying costs. For a product with a three-year depletion timeline at ten thousand units, the timeline extends to four and a half years at fifteen thousand units. During that extended period, the risks discussed in [earlier analysis of consumption timelines](https://www.southerndrinkware.co.nz/blog/minimum-order-quantity-custom-drinkware-new-zealand) compound—brand refreshes, specification upgrades, and evolving market preferences all create obsolescence risk that grows with time.
The second option involves reducing the SKU count to fit within the original order quantity. Five colours becomes three colours. Two sizes might consolidate to one. This approach preserves the original budget and timeline but compromises the product strategy that justified the investment in the first place. Fewer variants mean reduced market coverage, less flexibility in meeting diverse customer preferences, and potential competitive disadvantage against brands offering more comprehensive ranges. The marketing team, which spent months developing the product positioning around variety and customization, now must revise messaging and potentially reset launch expectations.
The third option, less common but occasionally viable, involves negotiating mixed production runs where some variants fall below the standard per-SKU minimum. Factories sometimes accommodate this for established customers or for initial trial orders, but it comes with cost penalties. The setup cost that would normally be amortized across fifteen hundred units now gets spread across perhaps eight hundred units, increasing the effective per-unit price for that variant by forty to sixty percent. Buyers who choose this path often discover that their blended average cost per unit—accounting for the premium variants—exceeds what they would have paid by simply ordering fewer SKUs at standard minimums.
What makes this blind spot particularly persistent is the opacity of supplier quotations. When a factory quotes "ten thousand units at twelve dollars fifty," that figure typically assumes a certain level of production efficiency—long runs with minimal changeovers, standard colour formulations, and straightforward scheduling. The quote doesn't explicitly state "assuming no more than six SKUs" because suppliers generally expect buyers to understand production constraints. Experienced procurement professionals know to ask about per-variant minimums during negotiation, but the question only becomes obvious after encountering the problem once. First-time buyers, or teams procuring custom drinkware for the first time, rarely think to ask.
The material supply chain adds another layer of constraint that procurement teams often overlook during product line design. Powder coating suppliers impose their own minimums—typically twenty-five kilograms per colour, which translates to roughly eight hundred to twelve hundred bottles depending on the coating thickness and the surface area of the product. Custom Pantone matches require even higher minimums because the supplier must formulate a unique batch rather than drawing from stock colours. A buyer who specifies five custom Pantone colours without confirming material availability may discover that each colour requires a minimum order of thirty kilograms—enough powder for eighteen hundred to two thousand bottles per colour. The factory's per-variant minimum of fifteen hundred units suddenly looks conservative compared to the material supplier's requirement.
Size variants introduce similar constraints through tooling and production line configuration. A factory set up to produce five hundred millilitre bottles cannot simply switch to seven hundred fifty millilitre bottles without changing vacuum sealing equipment, adjusting quality control protocols, and potentially sourcing different diameter stainless steel blanks. These changeovers consume time and resources that must be justified through sufficient production volume. For many custom drinkware manufacturers, the per-size minimum sits around three thousand units—double the per-colour minimum—because the changeover costs are substantially higher.
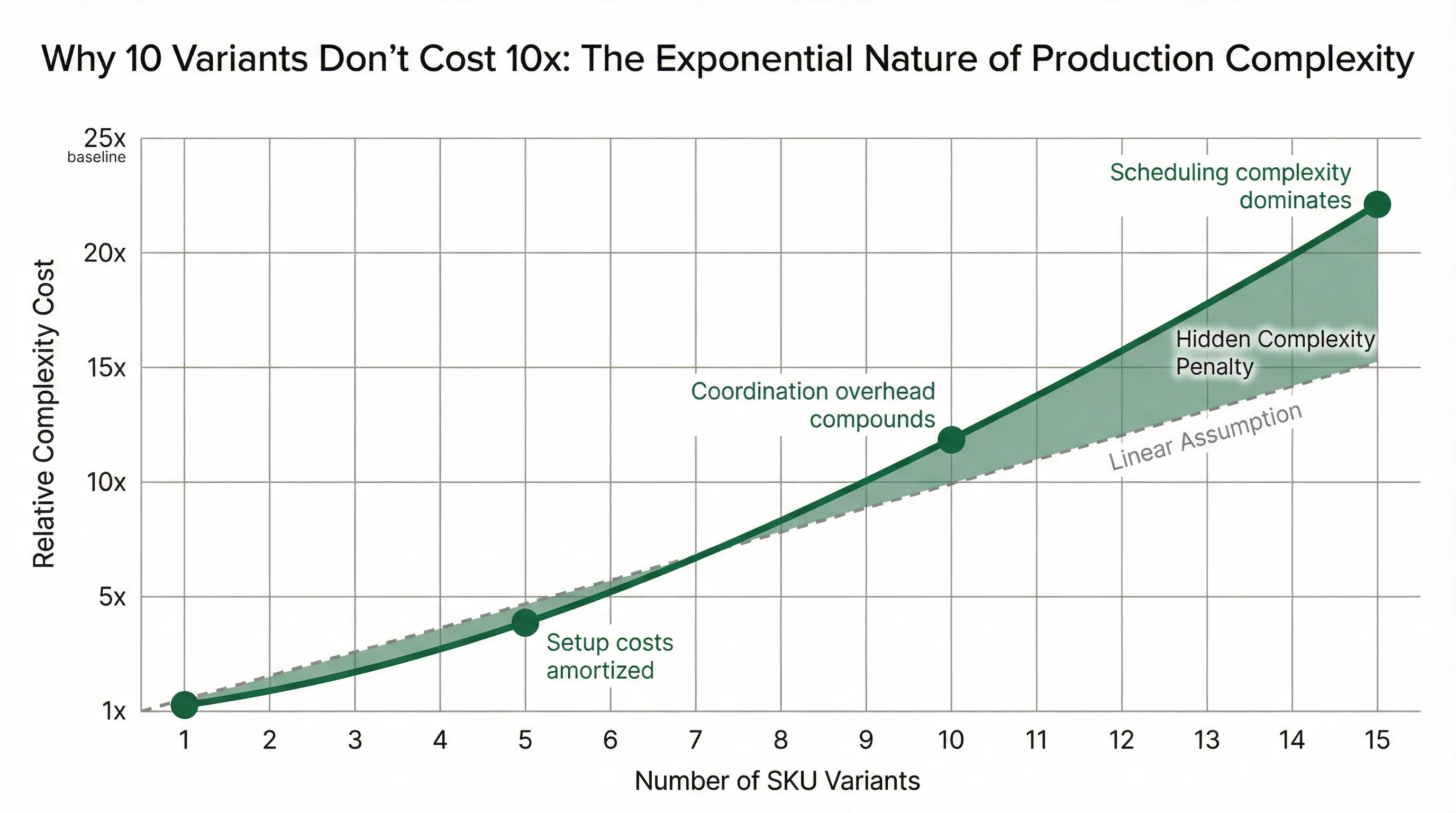
Complexity costs grow exponentially with variant count as coordination overhead compounds setup costs, making high-variant orders less attractive to factories despite higher total unit counts
The exponential nature of complexity costs compounds the problem. A buyer might assume that ten SKUs cost ten times what one SKU costs to produce, but production complexity grows faster than linear. Each additional variant adds not just its own setup cost but also coordination overhead—more complex scheduling, more inventory tracking points, more quality control batches, more potential for errors. Research into manufacturing complexity suggests that coordination costs grow roughly as the square of the number of variants. Ten variants don't cost ten times the baseline; they cost closer to fifteen to twenty times the baseline when accounting for the full scope of coordination overhead.
This dynamic explains why factories often push back against high-variant orders even when the total unit count seems adequate. A ten thousand unit order split across fifteen SKUs creates more operational headache than a six thousand unit order split across four SKUs, despite the higher total volume. The factory must manage fifteen separate production runs, fifteen quality control batches, fifteen inventory line items, and fifteen potential points of failure. The buyer sees ten thousand units; the factory sees fifteen small batches with all the inefficiency that entails.
Procurement teams can avoid this trap by involving factory operations during product line design, before MOQ negotiation concludes. The conversation should explicitly address per-variant minimums, material supplier constraints, and the relationship between SKU count and production efficiency. A factory that quotes ten thousand units at twelve fifty might offer nine thousand units at eleven seventy-five if the buyer consolidates to four SKUs instead of ten. The lower total volume becomes more attractive to the factory because it reduces complexity costs, and the lower per-unit price compensates the buyer for the reduced variety.
The alternative—discovering per-variant minimums after product line design is finalized—forces uncomfortable choices that could have been avoided through earlier coordination. Increasing order quantities, reducing SKU counts, or accepting cost penalties all represent suboptimal outcomes compared to designing the product line with production constraints in mind from the start. The most successful custom drinkware procurement programs treat MOQ negotiation and product line design as integrated processes rather than sequential steps, ensuring that the number of variants aligns with both market requirements and factory economics before commitments get made.